
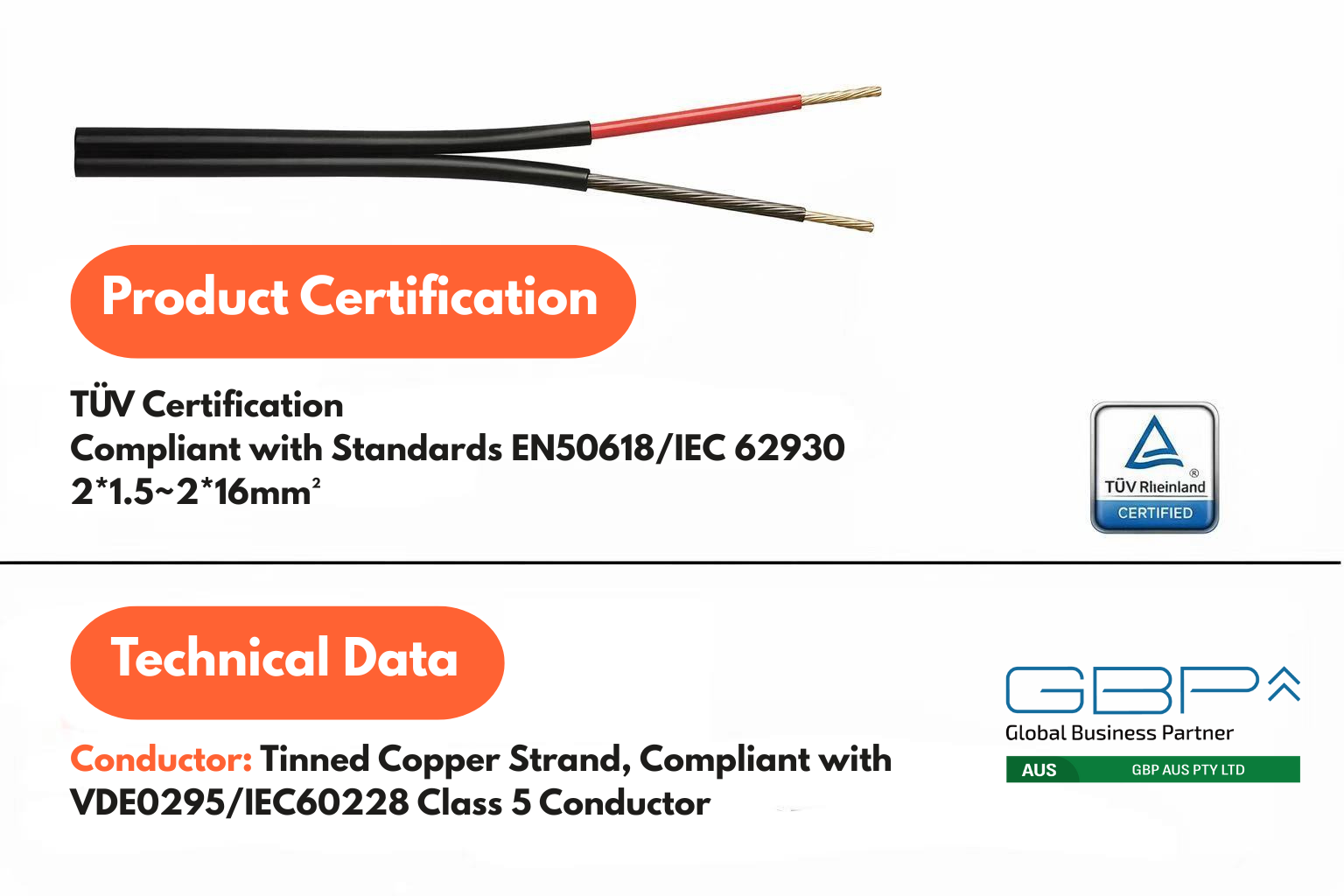
Twin-core solar PV cable
Certified to EN 50618 and IEC 62930 standards, this twin-core solar PV cable is specifically engineered to withstand Australia’s harshest environments, delivering uncompromising safety, exceptional weather resistance, and long-term durability for utility-scale plants, C&I rooftops, and residential systems. By integrating premium conductors with advanced flame-retardant insulation, it ensures stable, reliable performance even under prolonged exposure to extreme heat and intense UV radiation.
Applications
Utility-Scale Projects: Optimized DC stringing for large-scale arrays, significantly simplifying combiner box integration.
C&I Rooftops: Designed to boost installation speed on commercial roofs by streamlining the cable run from panels to inverters.
Storage and hybrid systems: Compatible with mainstream ESS, ensuring a neat, professional and secure installation.
Key Problems This Product Solves:
・Harsh Environmental Degradation: It solves the problem of cable failure, insulation breakdown, and safety risks caused by prolonged exposure to Australia's extreme conditions—specifically intense heat and powerful UV radiation.
・Complex & Costly Large-Scale Installations: For utility-scale plants, it addresses the challenge of time-consuming and complicated wiring by offering an optimized solution that simplifies DC stringing and combiner box integration.
・Inconsistent Performance in Diverse Systems: It provides a single, certified cable solution that ensures reliable, safe, and compatible performance across a wide range of applications, from residential rooftops to commercial buildings and major solar farms, eliminating the need for multiple specialized cables.
Why this product
- 01

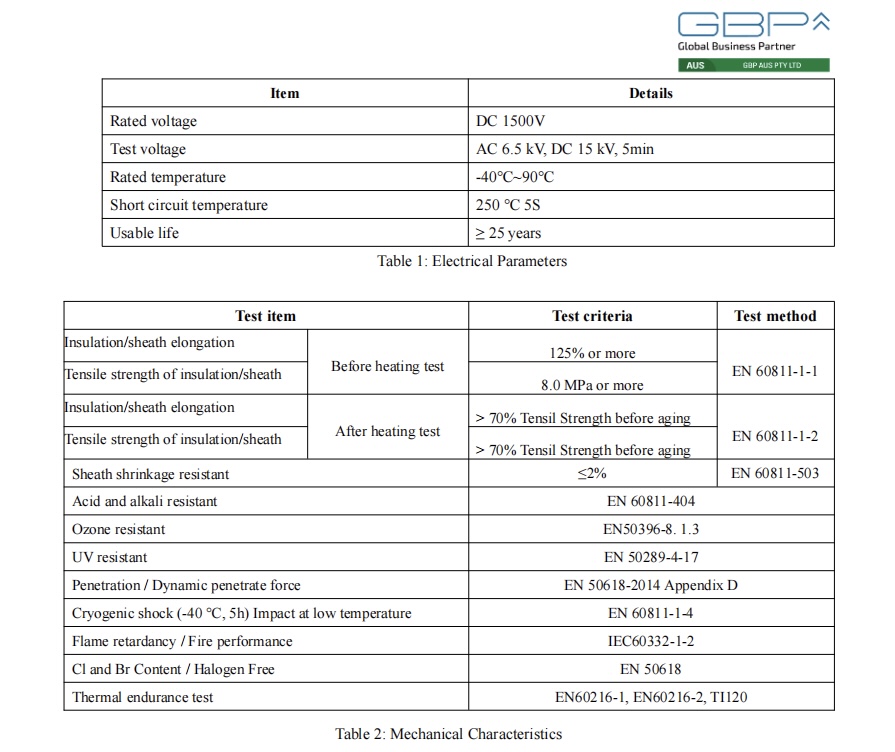
Certified to the highest international standards (EN 50618, IEC 62930), it offers guaranteed safety and performance that generic or non-compliant cables cannot match.
- 02

We have established a comprehensive service framework. Our after-sales service system is also complete and reliable.
- 03

Supported by a diverse international production base and a robust raw material procurement network, we ensure both stable production and swift, reliable delivery.
Key benefits
・Tailored for the Australian scenarios: The formulation and structure were designed to better suit typical Australian working conditions such as strong ultraviolet radiation and high dust levels, making it more closely aligned with local application needs.
・Lower total installation cost: Twin construction reduces accessories and significantly slashes labor time, helping EPCs and installers boost on-site productivity while reducing the TCO.
・System‑level safety: Compatible with mainstream PV modules, inverters, and connectors to ensure a seamless interconnection solution, effectively mitigating risks of hot spots, loose contacts, or system failures.
Technical snapshot
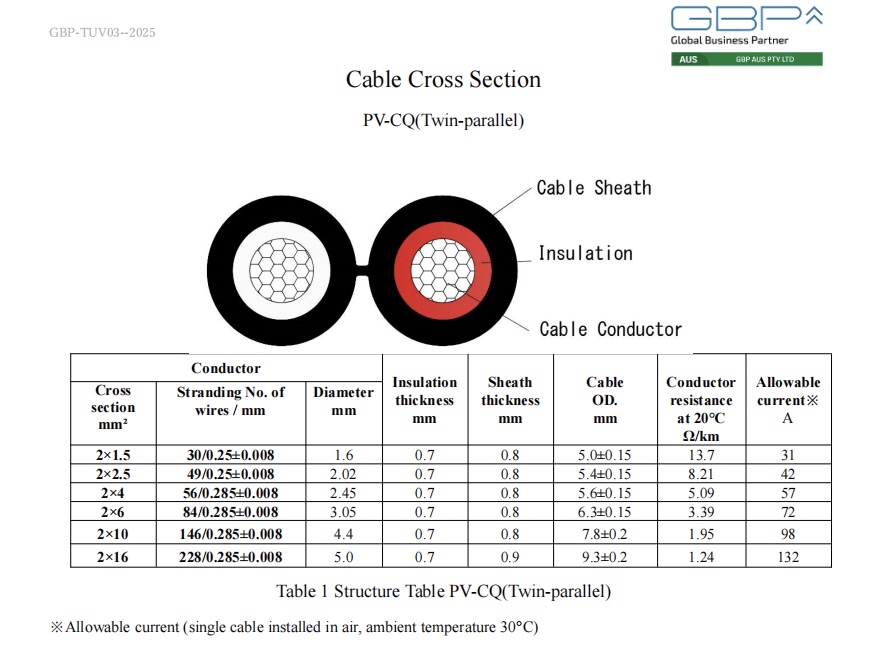
Conductor: Tinned copper stranded
Insulator: XLPO (white and red)
Sheath: XLPO (black)
Contact
If you have any questions about our company's factories, products, manufacturing processes, etc., please feel free to inquire through our contact form.
Related Products and Services
-

Solar Power Transformers
-

DC Combiner Box
-
AC Combiner Box
-

Solar Cable Business

 CATALOG
CATALOG